CO₂ Recovery
CO₂ recovery units from CO2 Lab
provide a reliable solution for capturing and reusing carbon dioxide, catering to various food and chemical industries. These units operate within a capacity range of 500 kg CO₂/h to 5,000 kg CO₂/h
Applicable to multiple emission sources, including:
- Bioethanol production
- Breweries
- Biogas plants
- Cogeneration units
- Chemical industries (e.g., ammonia plants)
Enhance Efficiency with CO₂ Recovery Solutions
With CO2 Lab's recovery units, businesses can secure a sustainable supply of CO₂ while optimizing operational efficiency. We offer customized solutions tailored to each enterprise's specific needs. Our experts design, manufacture, and install equipment that fits even in space-constrained environments.
Our CO₂ recovery systems enable:
- Capturing exhaust CO₂
- Purification, liquefaction, and storage
- Delivery of liquefied CO₂ as per operational demands
The final output is liquid CO₂ of food-grade purity, meeting DSTU 4817:2007 standards for food applications and, if required, complying with the European ISBT standard.
CO₂ self-recovery is not just a cost-saving strategy but also a responsible step toward sustainability.
Advantages
Reliability
Sourcing components from proven global suppliers
Advanced technology
Incorporating best engineering practices
Recovery Efficiency
High recovery efficiency even with low CO₂ purity at the inlet, achieving ≥ 95% volumetric content.
Individual Approach
Adaptation to meet the needs of any production
Quality
High-purity liquid CO₂ ≥ 99.998%
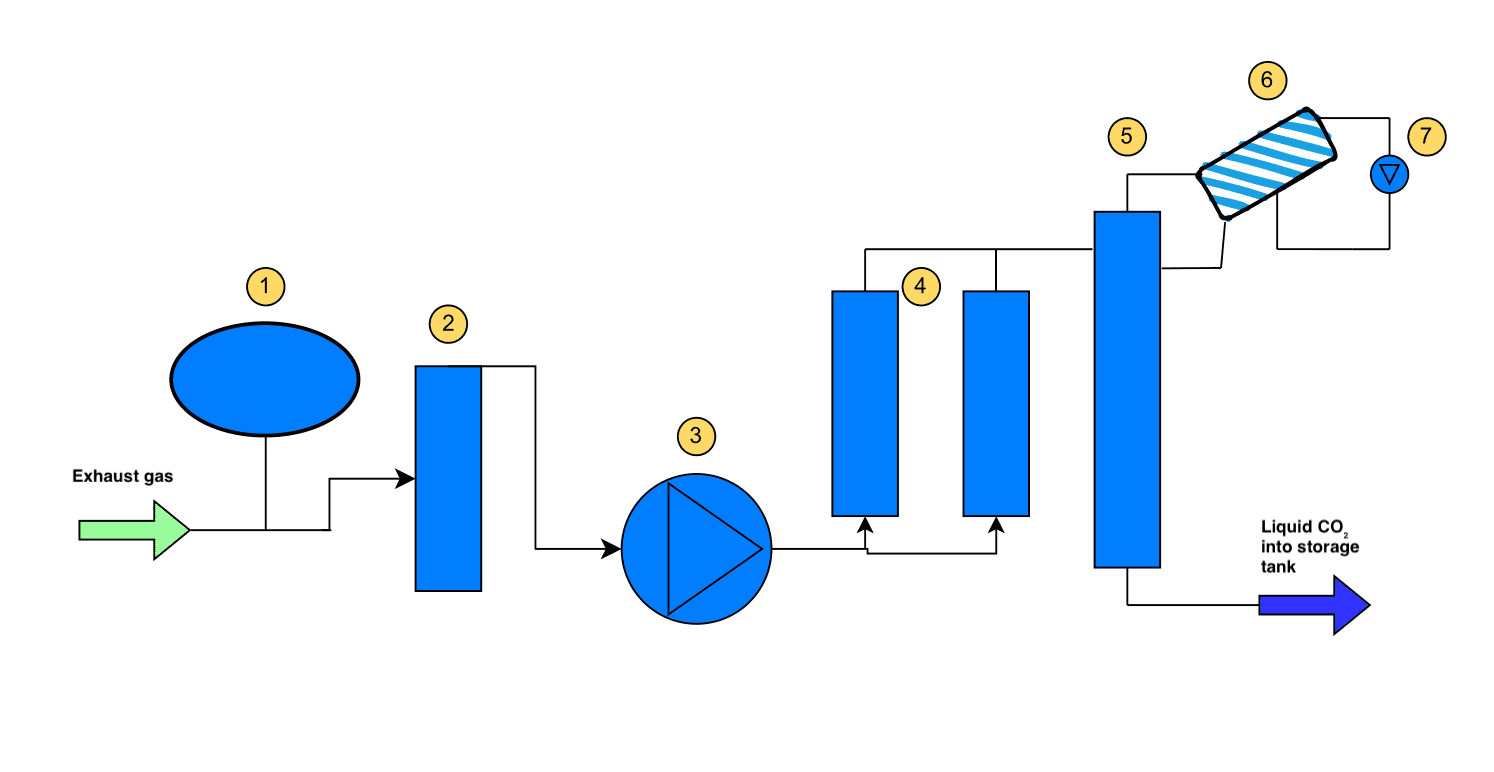
CO₂ Recovery Process
1. Gas ballon: captures and directs exhaust gas into the recovery system
2. Raw Gas Purification Column: removes water-soluble contaminants (e.g., ethanol) via a gas scrubber
3. Compressor: increases gas pressure to 18 bar while eliminating condensates
4. Filtration & Drying Unit: a two-stage activated carbon filter removes residual impurities and moisture; automatic filter regeneration is carried out using heating elements and dry CO₂ gas
5. Reboiler: eliminates remaining O₂
6. CO₂ Condenser with Refrigerant: liquefies CO₂ through a refrigerant-cooled condenser
7. Refrigerant Compressor: supports the condensation process